

在激光加工過程中,具有紅光預覽和紅光定位的功能,協助用戶更好地規劃被加工材料的使用率。同時,可視的紅光很好地減少了,CO2激光自身的不可視性給激光光路調試所帶來的阻礙。幫助用戶準確目測激光的傳輸路徑,使光路調整更精確、方便,也減少了被CO2激光灼傷的風險。尤其是對于激光機光路調試經驗不足的人群,大大提高了操作安全性。
利用紅光進行光路調節總共分為3個部分,縱向光路調節,橫向光路調節以及垂直光路調節。

把X軸橫梁移動到距離光源最近的位置,將美紋紙貼至第二反射鏡架上,并用筆在美紋紙上做一個和紅光同點的記號。

再讓X軸橫梁走到距離光源最遠的位置。

通過第一反射鏡架上的調節螺絲,將已經偏離記號點的紅光進行調整,使其與記號點再次重合。
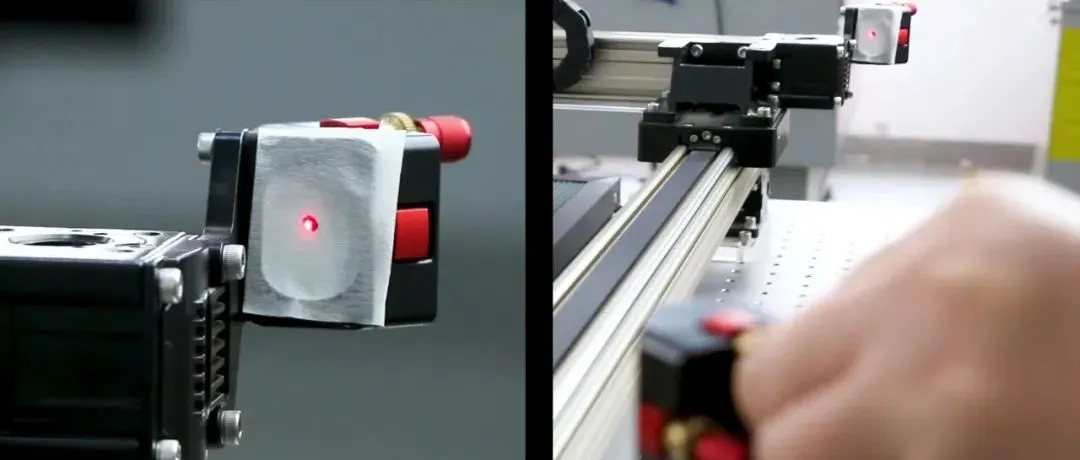
上述動作需重復2-3遍,直到紅光與記號點沒有偏差,完成縱向光路的調整。

將激光頭移動至最左側的位置,貼上美紋紙,并用筆在美紋紙上做一個與紅光同點的記號。

讓激光頭走到最右側的位置

通過反射鏡架上的調節螺絲將已經偏離記號點的紅光進行調整,使其與記號點再次重合。

上述動作需重復2-3遍,直到紅光與記號點沒有偏差,完成橫向光路的調整。

將木板放置在機器平臺上,并用美紋紙做一個點狀記號。

激光嘴下移至美紋紙表面,移動木板使記號與激光嘴的中心重合。
接著將激光嘴上移

并調節第三反射鏡架上的調節螺絲,使紅光與記號點重合,完成垂直光路的調整。

至此,所有的光路調整完畢。



材料:5mm厚的亞克力






